
 欢迎访问无锡始捷机械制造有限公司的网站
欢迎访问无锡始捷机械制造有限公司的网站

- 公司名称:无锡始捷机械制造有限公司
- 联系人:潘子阳
- 手机:13812082616
- 公司地址:江苏省无锡市惠山区堰桥街道长安社区长东工业园
铝压铸/铝浇铸/铝花板/铸铝花/铝栏杆/铝合金围栏



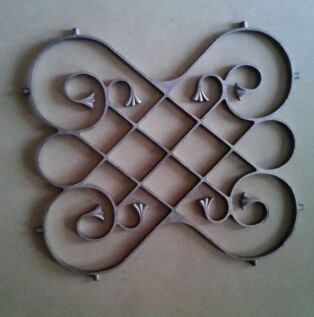
- 产品名称:知名铝浇铸供应商_铝浇铸件相关
- 产品价格:40.00
- 产品数量:100000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-06-26
产品说明
(1) 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。(2) 收缩性是铸造铝合金的主要特征之一。合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。铝合金收缩大小,通常以百分数来表示,称为收缩率。①体收缩 体收缩包括液体收缩与凝固收缩。铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。显微缩孔肉眼难以看到,在设计中必须使铸造铝合金符合顺序凝固原则,即铸件在液态到凝固期间的体收缩应得到合金液的补充,是缩孔和疏松集中在铸件外部冒口中。对易产生分散疏松的铝合金铸件,冒口设置数量比集中缩孔要多,并在易产生疏松处设置冷铁,加大局部冷却速度,使其同时或快速凝固。②线收缩线收缩大小将直接影响铸件的质量。线收缩越大,铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大。对于不同的铸造铝合金有不同的铸造收缩率,即使同一合金,铸件不同,收缩率也不同,在同一铸件上,其长、宽、高的收缩率也不同。应根据具体情况而定。(3) 热裂性 铝铸件热裂纹的产生,主要是由于铸件收缩应力超过了金属晶粒间的结合力,大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化,失去金属光泽。裂纹沿晶界延伸,形状呈锯齿形,表面较宽,内部较窄,有的则穿透整个铸件的端面。不同铝合金铸件产生裂纹的倾向也不同,这是因为铸铝合金凝固过程中开始形成完整的结晶框架的温度与凝固温度之差越大,合金收缩率就越大,产生热裂纹倾向也越大,即使同一种合金也因铸型的阻力、铸件的结构、浇注工艺等因素产生热裂纹倾向也不同。生产中常采用退让性铸型,或改进铸铝合金的浇注系统等措施,使铝铸件避免产生裂纹。通常采用热裂环法检测铝铸件热裂纹。(4) 气密性 铸铝合金气密性是指腔体型铝铸件在高压气体或液体的作用下不渗漏程度,气密性实际上表征了铸件内部组织致密与纯净的程度。 铸铝合金的气密性与合金的性质有关,合金凝固范围越小,产生疏松倾向也越小,同时产生析出性气孔越小,则合金的气密性就越高。同一种铸铝合金的气密性好坏,还与铸造工艺有关,如降低铸铝合金浇注温度、放置冷铁以加快冷却速度以及在压力下凝固结晶等,均可使铝铸件的气密性提高。也可用浸渗法堵塞泄露空隙来提高铸件的气密性。(5) 铸造应力 铸造应力包括热应力、相变应力及收缩应力三种。各种应力产生的原因不尽相同。(6) 吸气性 铝合金易吸收气体,是铸造铝合金的主要特性。液态铝及铝合金的组分与炉料、有机物燃烧产物及铸型等所含水分发生反应而产生的氢气被铝液体吸收所致。铝合金熔液温度越高,吸收的氢也越多;在700℃时,每100g铝中氢的溶解度为0.5~0.9,温度升高到850℃时,氢的溶解度增加2~3倍。当含碱金属杂质时,氢在铝液中的溶解度显著增加。铸铝合金除熔炼时吸气外,在浇入铸型时也会产生吸气,进入铸型内的液态金属随温度下降,气体的溶解度下降,析出多余的气体,有一部分逸不出的气体留在铸件内形成气孔。气体有时会与缩孔结合在一起,铝液中析出的气体留在缩孔内。若气泡受热产生的压力很大,则气孔表面光滑,孔的周围有一圈光亮层;若气泡产生的压力小,则孔内表面多皱纹,看上去如“苍蝇脚”,仔细观察又具有缩孔的特征。铸铝合金液中含氢量越高,铸件中产生的孔也越多。铝铸件中孔不仅降低了铸件的气密性、耐蚀性,还降低了合金的力学性能。要获得无气孔或少气孔的铝铸件,关键在于熔炼条件。若熔炼时添加覆盖剂保护,合金的吸气量大为减少。对铝熔液作精炼处理,可有效控制铝液中的含氢量。二、砂型铸造采用砂粒、粘土及其他辅助材料制成铸型的铸造方法称为砂型铸造。砂型的材料统称为造型材料。有色金属应用的砂型由砂子、粘土或其他粘结剂和水配制而成。铝铸件成型过程是金属与铸型相互作用的过程。铝合金液注入铸型后将热量传递给铸型,砂模铸型受到液体金属的热作用、机械作用、化学作用。因此要获得优质的铸件除严格掌握熔炼工艺外,还必须正确设计型(芯)砂的配比、造型及浇注等工艺。三、 金属型铸造又称硬模铸造或永久型铸造,是将熔炼好的铝合金浇入金属型中获得铸件的方法.
巨大的增长空间孕育着世界最大市场。近年来,我国工业机器人每年新增装机量以36%的速度迅猛增长。中国机器人产业联盟发布的工业机器人市场统计数据显示:2013年中国市场销售工业机器人近3.7万台,超过日本,位居全球第一。以我国1亿制造业产业工人总数计算,预计到2020年,知名铝浇铸供应商,铸造,达到目前世界发达国家机器人装机密度中等水平(意大利150台/万人),中国需增加机器人装机量130万台;预计到2030年,达到目前世界发达国家机器人装机密度先进水平(德国250台/万人),中国需增加机器人装机量250万台。铝合金铸造的种类如下:由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。1、铝合金铸造工艺性能 通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。流动性、收缩性、气密性、铸造应力、吸气性。铝合金这些特性取决于合金的成分,知名铝浇铸供应商,铝浇铸机相关,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。

专业铝合金脚手架配件生产厂家_出口脚手架配件相关
由于我国数控产业技术开发源于某个技术关键点的突破,缺乏系统的需求分析,没有很好的进行抽象和概念、逻辑设计,造成的结果是很难从以往的产品中提取出一些有用的、共性的技术为后来的产品所使用。加之,国内很多公司的产品很少具有连续性,往往是新的一个产品完全重起炉灶,和老的产品没有半点关系,在这种开发模式下,软件功能完善程度,软件产品的可靠性,可持续发展能力都受到很大的局限。在整个产业发展过程中,低水平的重复研发的现象也较为普遍,使得技术积累缓慢。 2014年11月15日,科技部国家遥感中心组织专家对由武汉大学承担的863计划“高程基准现代化实现关键技术”课题进行了中期检查。两年来,课题组采用了1993至2012共20年所有T/P、Jason-1/2、ERS-1/2、ENVISAT、GFO、Cryosat2等多源测高数据,通过多源数据基准的统一、大地测量任务数据海平面变化信号削弱等方法研究,以EGM08超高阶重力场模型确定的全球大地水准面为参考,利用移去-恢复方法,并选用最小二乘配置格网化方法建立了全球纬度-80°~84°海域内2′×2′分辨率的平均海平面高模型WHU2013 MSS。在-66°~66°纬度范围内,该模型与丹麦科技大学发布的最新模型DTU13差异为1.9cm,与法国空间局发布的最新模型CNESCLS2011差异为2.7cm;在-80°~84°纬度范围内,差异分别为4.5cm和5.3cm,达到国际先进水平。
(1) 流动性是指合金液体充填铸型的能力。流动性的大小决定合金能否铸造复杂的铸件。影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。(2) 收缩性是铸造铝合金的主要特征之一。合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。铝合金收缩大小,通常以百分数来表示,称为收缩率。①体收缩 体收缩包括液体收缩与凝固收缩。铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。显微缩孔肉眼难以看到,在设计中必须使铸造铝合金符合顺序凝固原则,即铸件在液态到凝固期间的体收缩应得到合金液的补充,是缩孔和疏松集中在铸件外部冒口中。对易产生分散疏松的铝合金铸件,冒口设置数量比集中缩孔要多,并在易产生疏松处设置冷铁,加大局部冷却速度,使其同时或快速凝固。②线收缩线收缩大小将直接影响铸件的质量。线收缩越大,铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大。对于不同的铸造铝合金有不同的铸造收缩率,即使同一合金,知名铝浇铸供应商,铝浇铸厂家相关,铸件不同,收缩率也不同,在同一铸件上,其长、宽、高的收缩率也不同。应根据具体情况而定。(3) 热裂性 铝铸件热裂纹的产生,主要是由于铸件收缩应力超过了金属晶粒间的结合力,大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化,失去金属光泽。裂纹沿晶界延伸,形状呈锯齿形,表面较宽,内部较窄,有的则穿透整个铸件的端面。不同铝合金铸件产生裂纹的倾向也不同,这是因为铸铝合金凝固过程中开始形成完整的结晶框架的温度与凝固温度之差越大,合金收缩率就越大,产生热裂纹倾向也越大,即使同一种合金也因铸型的阻力、铸件的结构、浇注工艺等因素产生热裂纹倾向也不同。生产中常采用退让性铸型,或改进铸铝合金的浇注系统等措施,使铝铸件避免产生裂纹。通常采用热裂环法检测铝铸件热裂纹。(4) 气密性 铸铝合金气密性是指腔体型铝铸件在高压气体或液体的作用下不渗漏程度,气密性实际上表征了铸件内部组织致密与纯净的程度。 铸铝合金的气密性与合金的性质有关,合金凝固范围越小,产生疏松倾向也越小,同时产生析出性气孔越小,则合金的气密性就越高。同一种铸铝合金的气密性好坏,还与铸造工艺有关,如降低铸铝合金浇注温度、放置冷铁以加快冷却速度以及在压力下凝固结晶等,均可使铝铸件的气密性提高。也可用浸渗法堵塞泄露空隙来提高铸件的气密性。(5) 铸造应力 铸造应力包括热应力、相变应力及收缩应力三种。各种应力产生的原因不尽相同。(6) 吸气性 铝合金易吸收气体,是铸造铝合金的主要特性。液态铝及铝合金的组分与炉料、有机物燃烧产物及铸型等所含水分发生反应而产生的氢气被铝液体吸收所致。铝合金熔液温度越高,吸收的氢也越多;在700℃时,每100g铝中氢的溶解度为0.5~0.9,温度升高到850℃时,氢的溶解度增加2~3倍。当含碱金属杂质时,氢在铝液中的溶解度显著增加。铸铝合金除熔炼时吸气外,在浇入铸型时也会产生吸气,无锡始捷机械制造有限公司,始捷机械,进入铸型内的液态金属随温度下降,气体的溶解度下降,析出多余的气体,有一部分逸不出的气体留在铸件内形成气孔。气体有时会与缩孔结合在一起,铝液中析出的气体留在缩孔内。若气泡受热产生的压力很大,则气孔表面光滑,孔的周围有一圈光亮层;若气泡产生的压力小,则孔内表面多皱纹,看上去如“苍蝇脚”,仔细观察又具有缩孔的特征。铸铝合金液中含氢量越高,铸件中产生的孔也越多。铝铸件中孔不仅降低了铸件的气密性、耐蚀性,还降低了合金的力学性能。要获得无气孔或少气孔的铝铸件,关键在于熔炼条件。若熔炼时添加覆盖剂保护,合金的吸气量大为减少。对铝熔液作精炼处理,可有效控制铝液中的含氢量。二、砂型铸造采用砂粒、粘土及其他辅助材料制成铸型的铸造方法称为砂型铸造。砂型的材料统称为造型材料。有色金属应用的砂型由砂子、粘土或其他粘结剂和水配制而成。铝铸件成型过程是金属与铸型相互作用的过程。铝合金液注入铸型后将热量传递给铸型,砂模铸型受到液体金属的热作用、机械作用、化学作用。因此要获得优质的铸件除严格掌握熔炼工艺外,还必须正确设计型(芯)砂的配比、造型及浇注等工艺。三、 金属型铸造又称硬模铸造或永久型铸造,是将熔炼好的铝合金浇入金属型中获得铸件的方法.
供应商信息



