
 欢迎访问新乡鸣瑞机床制造有限公司的网站
欢迎访问新乡鸣瑞机床制造有限公司的网站

- 公司名称:新乡鸣瑞机床制造有限公司
- 联系人:耿经理
- 手机:18937361561
- 公司地址:新乡市南环与李村工业路向南2000米向西300米路南
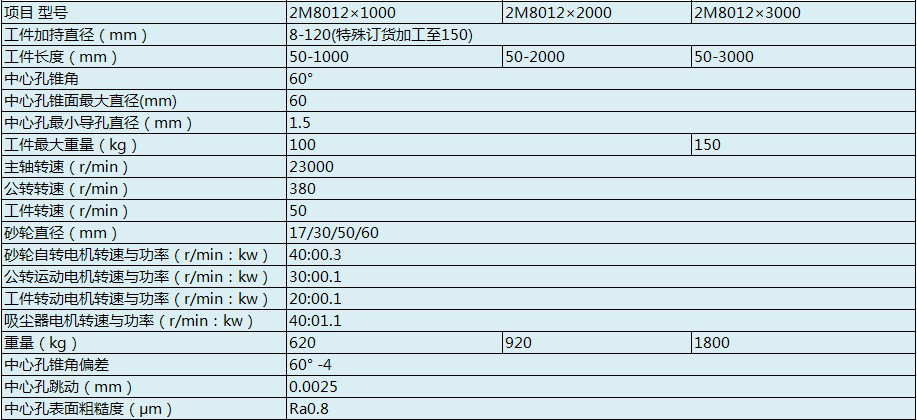
中心孔磨床
- 产品名称:山东中心孔磨床销售_山东中心孔磨床哪家好_新乡鸣瑞机床制造有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-22
产品说明
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成.并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回。工件夹紧机构有自动定心功能.砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整!润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑.机床配置吸尘器,并实现磨削和吸尘同步进行。
品质研磨机床厂_辽宁研磨机直销_新乡鸣瑞机床制造有限公司
2M8015×1000(2000、3000)中心孔磨床是我们主要生产产品之一,除此之外我公司生产的产品还有:桥梁U肋,煤矿液压支架,起重设备,电动葫芦,欧式葫芦,钢结构件加工折弯冲孔焊接,通信铁塔生产,钢结构冲压件等,中心孔(俗称顶尖孔)磨床应用范围相当广泛,凡要求精度比较高的轴类零件,其两端的中心孔都需要磨削,否则难以达到外圆精度要求.中心孔(俗称顶尖孔)是加工工艺基准,好的中心孔是制造高精度轴类件的基础!
山东中心孔磨床销售
为了消除以上缺陷,可在切入法终了时,作微小的纵向移动!5)切入法因受砂轮宽度的限制,只适用于磨削长度较短的外圆表面.分段磨削法分段磨削法又称综合磨削法.它是切入法与纵向法的综合应用,即先用切入法将工件分段进行粗磨,留0!03~0!04mm余量,再用纵向法精磨至尺寸.这种磨削方法即利用了切入法生产效率高的优点,又有纵向法加工精度高的优点。分段磨削时,相邻两段间应有5~10mm的重叠!这种磨削方法适合于磨削余量和刚性较好的工件,且工件的长度也要适当。
主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高.床身导轨采用高精度导轨磨床磨削加工,保证床头箱左右移动的同心性。工件放在两套夹紧机构上,根据工作长度不同,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间!(此项结构具体根据零件形状设计夹具)采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位。气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑。
新乡中心孔研磨机_两工位双头中心孔研磨机_新乡鸣瑞机床制造有限公司

浙江中心孔磨床直销_两工位双头中心孔磨床制造商_新乡鸣瑞机床制造有限公司
中心孔磨床就是专门为解决外圆磨床因工件的中心孔(顶尖孔)圆度精度不足而无法进行高精度外圆磨削这个问题而专业设计制造!使用中心孔磨床可以保证所有工件的中心孔都能更好地获得高精度的磨削,同时有了中心孔磨床加工出来的高精度中心孔作为前提和保障,对于后续的外圆磨削,即可一次磨削成型,无需反复修磨顶尖孔,反复磨削外圆,这样更大的提高了加工效率和零件加工精度若工件固定磨削轨迹由主轴自转、主轴绕中心孔轴线公转和主轴沿中心孔锥面作往复移动三种运动组成!

湖北机床厂家地址_双端面研磨机床制造_新乡鸣瑞机床制造有限公司
砂轮磨削时无纵向进给运动!粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形!切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率!2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件。3)磨削时产生较大的磨削热,工件容易烧伤和发热变形.4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度.
供应商信息





