
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
叶轮加工
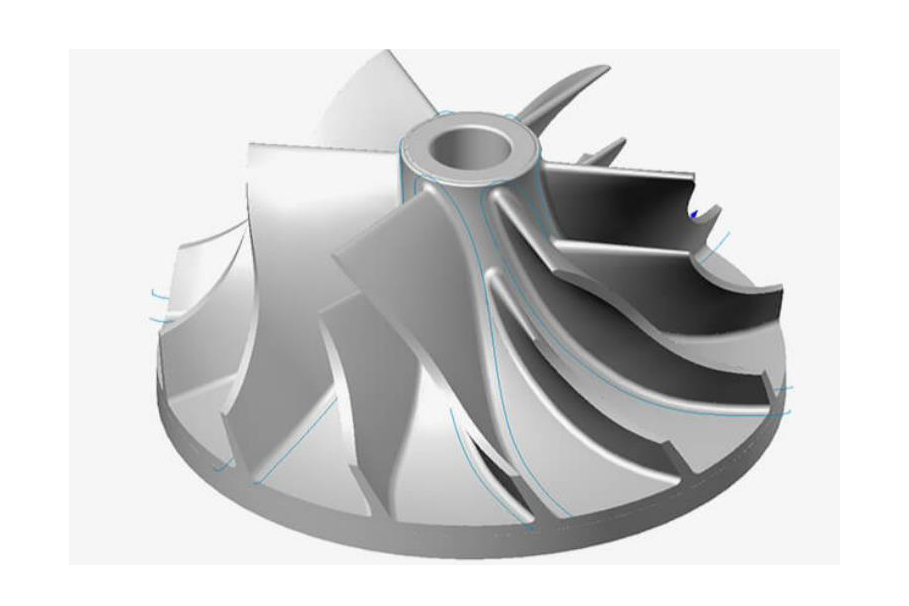


- 产品名称:成都精密叶轮加工_成都闭式叶轮加工厂家_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-12
产品说明
整体叶轮精加工编程技术整体叶轮的精加工,既要保证满足精度要求,又要尽可能地提高加工效率!提高加工效率可以通过优化加工轨迹来实现,在这方面的研究有很多,有的方法基于等残留高度准则,避免冗余刀具轨迹;有的从减少过渡刀具轨迹长度入手;有的研究光顺刀具轨迹的生成,以保证较高的进给速度.另一方面,也可以通过优选刀具参数来提高加工效率.其中,采用鼓形刀具是一种有效的方法!1鼓形刀几何参数的确定确定鼓形刀几何参数的原则是:鼓形刀和叶片曲面相切触时,至少存在一个姿态,使得鼓形刀和整体叶轮叶片曲面不发生局部干涉。
至于选用哪种方法,要视叶片型面的形状而定!以包络直母线的2个端点作为型值点,反算出相同数量的控制顶点.用积累弦长参数法求出节点矢量,进而求解出直纹包络面R=r(u,v)!如图3所示,将叶轮叶尖子午线沿叶轮径向向外平移一段安全距离,然后绕叶轮轴线回转一周,得回转面T,作为加工区域的顶面;将轮毂面沿叶轮径向向外偏置得到H,作为加工区域的底面.顶面T、底面H与叶片的叶盆、叶背直纹包络面Rp、Rb所确定的空间区域,即为插铣粗加工区域,如图3所示。
5(keb2+kcf2),其中ke=1/Re,kc=1/R,分别为鼓形刀母线的曲率和大旋转半径对应的小径向曲率.被加工曲面在P点处局部二阶近似为ns=0。5(k1b2+k2f2),式中1k、2k分别为叶片曲面在P点处的主曲率!设H为鼓形刀具表面距离叶片曲面的法向高度,即H=nT-nS=0.5[(ke-k1)b2+(kc-k2)f2]。如果鼓形刀和叶片曲面不发生干涉,则需要满足对任意的(b,f)都有H≥0,即要求kek1,且kck2!

四川哪有机械加工处理厂家_长春精密机械加工价钱_四川众兴汽车零部件有限公司
成都精密叶轮加工
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率.研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量。通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据!叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示!
铸造浸渗加工处理价格_长春口碑好浸渗加工补漏_四川众兴汽车零部件有限公司
五坐标数控铣削加工具有柔性、等优点,已成为整体叶轮加工常用的方法之一。利用五坐标数控加工中心制造整体叶轮,加工编程是其关键技术之一!加工编程的主要任务是确定刀具和工件的相对位置和相对运动,生成数控加工刀具轨迹,以驱动加工中心的运动,完成自动切削.在保证整体叶轮制造质量的前提下,效率是非常重要的指标!一般将整体叶轮的切削分为粗加工和精加工:粗加工的主要任务是在尽可能短的时间内去除尽可能多的材料;在精加工中,既要生产出符合精度要求的合格产品,又要求切削效率高!
如果您想了解叶轮加工更多信息,请致电 先生:15828288055,或者您直接到我们公司总部一起交流研讨,地址:四川省成都市龙泉驿区经开区南一路55号,我们期待您的致电或来访。
整体叶轮具有结构复杂、开敞性差、通道深等特点,首先需要进行叶片弯扭度、通道宽度和深度等的分析,以确定刀具参数!对于弯扭度大、开敞性差的叶轮,不能通过一次装夹从通道的叶尖部分加工到叶根部分,需要多次装夹,从进排气边双侧对接加工[2]。2插铣粗加工区域由于插铣加工沿着刀具轴向直线进给,因此其加工边界面为直纹面,而叶片型面一般为自由曲面!为生成插铣加工刀具轨迹,首先需要用直纹面逼近叶片型面!刀轴的空间扫掠面为工件曲面(直纹面)的偏置面,考虑到留有余地,偏置距离设定为“刀具半径+加工余量”.

长春钢结构件加工_四川结构件加工价格_四川众兴汽车零部件有限公司

铝铸件气孔解决方案_四川铜铸件气孔解决方案定做_四川众兴汽车零部件有限公司
供应商信息




