
 欢迎访问四川众兴汽车零部件有限公司的网站
欢迎访问四川众兴汽车零部件有限公司的网站

- 公司名称:四川众兴汽车零部件有限公司
- 联系人:曾先生
- 手机:15828288055
- 公司地址:四川省成都市龙泉驿区经开区南一路55号
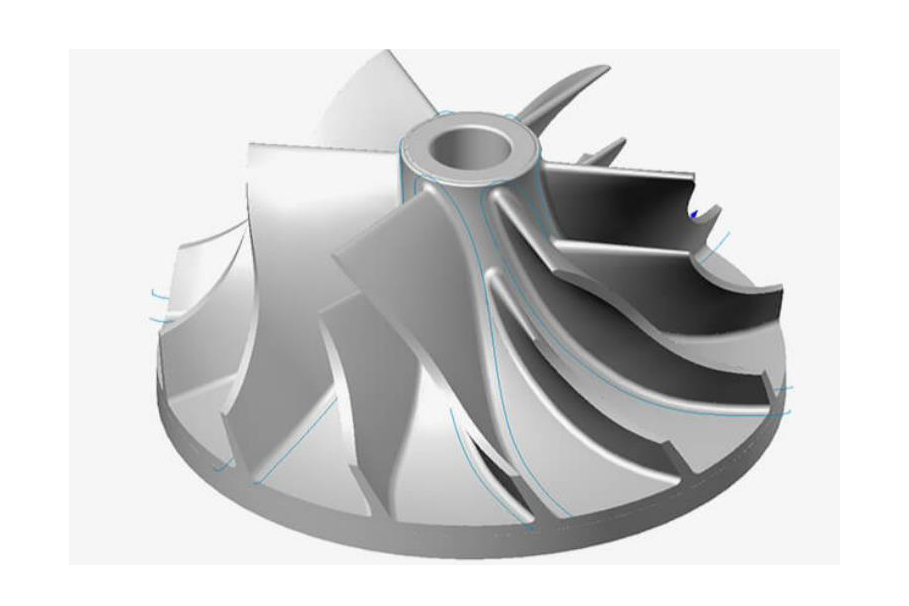
叶轮加工
- 您当前的位置:
- 首页>
- 产品中心 >叶轮加工 >叶轮加工企业_成都批量叶轮加工价格_四川众兴汽车零部件有限公司



- 产品名称:叶轮加工企业_成都批量叶轮加工价格_四川众兴汽车零部件有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2022-08-14
产品说明
整体叶轮精加工编程技术整体叶轮的精加工,既要保证满足精度要求,又要尽可能地提高加工效率.提高加工效率可以通过优化加工轨迹来实现,在这方面的研究有很多,有的方法基于等残留高度准则,避免冗余刀具轨迹;有的从减少过渡刀具轨迹长度入手;有的研究光顺刀具轨迹的生成,以保证较高的进给速度!另一方面,也可以通过优选刀具参数来提高加工效率!其中,采用鼓形刀具是一种有效的方法!1鼓形刀几何参数的确定确定鼓形刀几何参数的原则是:鼓形刀和叶片曲面相切触时,至少存在一个姿态,使得鼓形刀和整体叶轮叶片曲面不发生局部干涉!
计算等参数线的包络直母线!包络直母线求解要满足:直母线要完全在包络一侧,即叶片型面相邻流道的内侧,以保证加工余量,避免发生过切和刀具干涉;叶尖与叶根加工余量尽量均匀!文献采用小面积原理求解包络直母线,如图2(b)中点划线所示,这种方法材料去除率大,但可能会使叶尖部分加工余量比叶根部分更多,降低加工时叶片的刚度.另一种方法是基于叶尖和叶根等加工余量求解包络直母线,如图2(b)中的实线所示,这种方法留出的加工余量较大。
设走刀方向为参数增加方向,即ti+1ti,保证ti+1在一个相对较小的初始区间范围.算法描述如下(参见图7)!将参数线离散成等分的一些离散点p(tj),j=1,2,…,N,并设当前刀触点为p(ti).假定下一刀触点的位置为p(ti+1),计算2点之间的距离d,并确定线段的中点T!设t=(ti+ti+1)/2,得到参数线上点p(t),并计算线段中点T和参数线上点p(t)之间的距离,也就是加工曲面时存在的误差δ.
四川众兴汽车零部件有限公司是一家非标零件加工企业,关于叶轮加工,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品叶轮加工获得客户一致好评,如果您想了解叶轮加工的更多细节,请与我们取得联系,四川众兴汽车零部件有限公司期待为您提供服务。

成都传统机械加工价钱_吉林对外机械加工定制_四川众兴汽车零部件有限公司
干涉判别算法如下:首先将整体叶轮的叶片曲面离散成足够多的离散点{Pi},i=1,2,…,N,再对任意一点进行分析,分析出叶片曲面的大和小曲率{k1i}和{k2i},则设K1=max{k1i}和K2=max{k2i},只要kc≥K1且kcK2,则以此为几何参数的鼓形刀加工叶片曲面时一定不会产生局部干涉!2鼓形刀加工刀触点规划规划刀具轨迹的生成方法基于等参数线变步长法,设当前的刀触点为p(ti),由该点通过弦截法计算下一刀触点p(ti+1),并使2点之间加工误差δ不大于加工容差Ei。
成都铝件浸渗加工公司_四川铝件浸渗加工公司_四川众兴汽车零部件有限公司
如果您看到这段话,说明您对我们叶轮加工感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。先生等待着您的每一次致电:15828288055 让四川众兴汽车零部件有限公司为您服务, 我们在四川省成都市龙泉驿区经开区南一路55号这里等您。
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率。研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量!通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据。叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示。
五坐标数控铣削加工具有柔性、等优点,已成为整体叶轮加工常用的方法之利用五坐标数控加工中心制造整体叶轮,加工编程是其关键技术之一。加工编程的主要任务是确定刀具和工件的相对位置和相对运动,生成数控加工刀具轨迹,以驱动加工中心的运动,完成自动切削。在保证整体叶轮制造质量的前提下,效率是非常重要的指标。一般将整体叶轮的切削分为粗加工和精加工:粗加工的主要任务是在尽可能短的时间内去除尽可能多的材料;在精加工中,既要生产出符合精度要求的合格产品,又要求切削效率高!
叶轮加工企业

四川大型叶轮加工工厂_长春闭式叶轮加工定制_四川众兴汽车零部件有限公司
整体叶轮具有结构复杂、开敞性差、通道深等特点,首先需要进行叶片弯扭度、通道宽度和深度等的分析,以确定刀具参数!对于弯扭度大、开敞性差的叶轮,不能通过一次装夹从通道的叶尖部分加工到叶根部分,需要多次装夹,从进排气边双侧对接加工[2].2插铣粗加工区域由于插铣加工沿着刀具轴向直线进给,因此其加工边界面为直纹面,而叶片型面一般为自由曲面!为生成插铣加工刀具轨迹,首先需要用直纹面逼近叶片型面.刀轴的空间扫掠面为工件曲面(直纹面)的偏置面,考虑到留有余地,偏置距离设定为“刀具半径+加工余量”。

四川东北铸件浸渗工厂_四川铝铸件浸渗厂家_四川众兴汽车零部件有限公司
供应商信息




