
 欢迎访问洛阳驰程电器设备有限公司的网站
欢迎访问洛阳驰程电器设备有限公司的网站

- 公司名称:洛阳驰程电器设备有限公司
- 联系人:程经理
- 手机:13700810397
- 公司地址:河南省洛阳市孟津县麻屯镇庙后村12号
中频钢壳炉磁轭
- 您当前的位置:
- 首页>
- 产品中心 >中频钢壳炉磁轭 >磁轭厂家_发电机磁轭相关

- 产品名称:磁轭厂家_发电机磁轭相关
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2019-08-14
产品说明
磁轭通常指本身不生产磁场(磁力线)、在磁路中只起磁力线传输的软磁材料、磁轭普遍采用导磁率比较高的软铁、A3钢以及软磁合金来制造,在某些特殊场合,磁轭也有用铁氧体材料来制造的。
磁轭是硅钢片垒叠制成的轭铁,它均匀对称地分面在感应圈的四周,它的作用是约束感应圈漏磁向外扩散,提高感应加人的效率,另外作为磁屏蔽减少炉架等金属构件的发热,还起到加固感应器的作用。
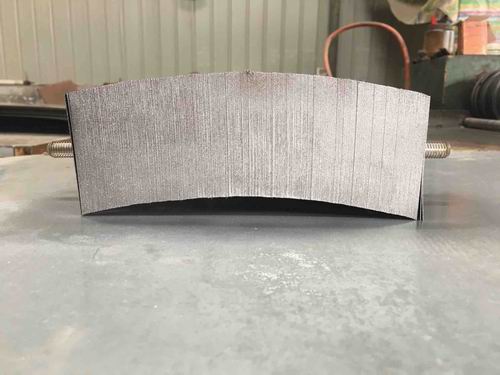
中频钢壳炉磁轭的作用
中频钢壳炉体内置仿形磁轭,磁轭屏蔽能减少漏磁,防止炉体发热,提高效率。同时磁轭起支撑固定感应圈作用,使炉体达到高强度、低噪音。磁轭是采用冷轧硅钢片,不锈钢夹板制作的月牙形磁轭,磁轭厂家,磁轭的材料相关,铁芯与线圈的结合面为圆弧面,压紧处是一个面而不是过去的一条线,这种的结构压紧效果好、漏磁少。硅钢片叠装后,洛阳驰程电器设备有限公司,驰程电器设备,用专用夹板加紧,而不用专用的穿心螺杆加紧,此种结构能充分利用硅钢片的导磁面积,减少中频电炉炉体局部发热的可能性。在磁轭与不锈钢板夹之间装有特殊设计的水冷散热器,中频感应炉在运行状态下,保证上磁轭处于常温状态,防止因磁轭温度甚高而导致其变形,从而加强了对感应圈的支撑,提高了炉子整体强度。

中频钢壳炉磁轭法操作规程
1)磁粉检测人员未经矫正或经矫正的近视和远视力就不低于5.0(小数记录值为1.0),并一年检查1次不得有色盲。
2)焊接接头的磁粉检测的检测时机应安排在焊接工序完成之后进行。对于有延迟裂纹倾向的材料,磁粉检测应根据要求至少在焊接完成后24h后进行。除另有要求,对于紧固件和锻件的磁粉检测应安排在最终热处理之后进行。
3)非荧光磁粉磁悬液的配制浓度为10-25g/L。
4)检测前,应进行磁悬液润湿性能检验。将磁悬液施加在被检工件表面上,如果磁悬液的液膜是均匀连续的,则磁悬液的润湿性能合格。如果液膜被断开,则磁悬液中润湿性能不合格,需要换用别的型号的磁膏。磁悬液的施加采用喷法。
5)当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为0.5mm),电磁轭的提升力与磁粉设备上的电流表至少每半年校验一次。出现损坏或检修后应重新进行校验。
6)磁轭的磁检间距应控制在75mm-200mm之间,检测的有效区域为两极连线两侧各50mm的范围内,磁轭厂家,无磁轭相关,磁化区域每次应有不少于15mm的重叠。进行检测时磁轭在同一部位,互相垂直检验两次。交叉磁轭法磁极与工件间隙不大于1.5mm。移动速度不大于4m/min。
7)磁粉检测时一般应选用A130/100型标准试片(被检工件尺寸较小时可选用C-15/50型试片)检验磁粉检测设备、磁粉和磁悬液的综合性能,了解被检工件表面有效磁场强度和方向、检测区以及磁化方法是否正确。
8)标准试片使用时应将试片无人工缺陷的面朝外为使试片与被检面接触良好可用透明胶带将其平整粘贴在被检面上并注意胶带不能覆盖试片上的人工缺陷标准试片表面不得有锈蚀、褶皱或磁特种发生改变时不得继续使用。
9)为增强对比度,可以使用反差增强剂。
10)表面可见光照度应大于或等于1000LX;当条件限制无法满足时,光照度可以适当降低,磁轭厂家,发电机磁轭相关,但不得低于500LX。
11)施加磁粉的工艺以及观察磁痕显示都应在磁化通电时间内完成,通电时间为1S-3S停施磁悬液至少1S后方可停止磁化。为保证磁化效果至少反复磁化两次。辨别细小裂纹时可用2-10倍放大镜进行观察。

洛阳驰程电器设备有限公司 ,坐落于美丽的六朝古都美丽的牡丹之城-洛阳,是洛阳一家生产中频炉磁轭、中频钢壳炉、中频熔炼炉、电抗器铁芯为主的工业企业。
本公司一贯坚持以“先进优良的产品、完善快捷的服务”为经营宗旨,热忱为社会各界服务,赢得了广大客户的信赖和支持,取得了突飞猛进的发展。
“诚信方能致远,合作基于双赢”。洛阳市西工区驰程电器铁芯加工厂热忱欢迎广大新老用户惠顾和指导工作!
重视人才的引进和培养以及个性鲜明的企业文化是海山立根兴业的基础,海山经过多年来的积累,现已形成自己独特的企业文化。
以“诚信企业、辉煌业绩、不平凡人生…”为企业愿景;
以“追求品质,我们锲而不舍…”为企业精神;
以“共创、共享、共荣、共存”为组织建设和分配原则;
以“尚德、自强、创新、实效”为员工提升内涵;
以“企业竞争靠制度,个人竞争靠能力”为企业管理核心。
供应商信息


