
 欢迎访问佛山市顺德锐锋五金机械有限公司的网站
欢迎访问佛山市顺德锐锋五金机械有限公司的网站

- 公司名称:佛山市顺德锐锋五金机械有限公司
- 联系人:莫式明
- 手机:18934329679
- 公司地址:佛山市顺德区杏坛镇高赞工业区高桂路北1号厂房
CK6036/CK6046
- 产品名称:湖北数控机床报价_6180数控车床相关-佛山市顺德锐锋五金机械有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:999
- 保质/修期单位:年
- 更新日期:2020-07-17
产品说明
轴向车铣加工由于铣刀与工件的旋转轴线相互平行,因此它不但可以加工外圆柱表面,也可加工内孔表面依据工件旋转轴线与刀具旋转轴线相对位置的不同,车铣复合加工主要可分为轴向车铣加工、正交车铣加工以及一般车铣加工床身采用整体铸造结构,全防护内板金,使床身长久不变型、防护更全面其中轴向车铣和正交车铣是应用范围zui广泛的两类车铣加工方法
口碑好的程控尾顶机报价_提供数控机床-佛山市顺德锐锋五金机械有限公司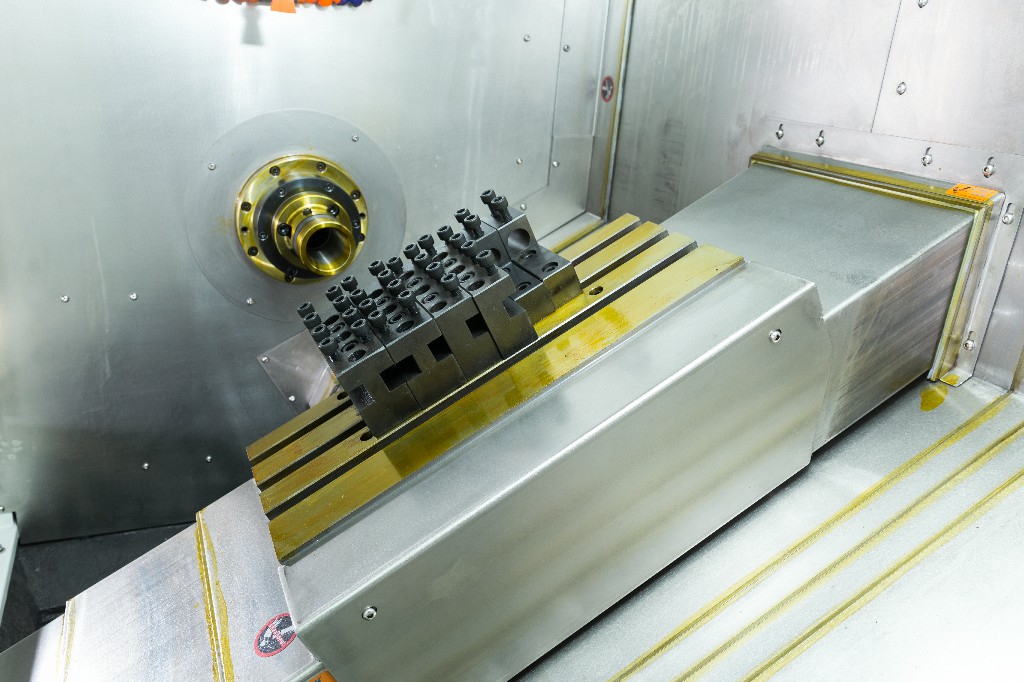
车铣复合动力头_电主轴车床-佛山市顺德锐锋五金机械有限公司
两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,湖北数控机床报价,力矩zui大可以达到140Nm,转速可以达到10500、12000或15000r/min由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位,所以,Z轴会以大约1.2g的速率进行加速或减速对回转台的驱动和加工中心的定位及推进动作,湖北数控机床报价,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出当转速达到20000r/min以上时,主轴也可以被用作驱动轴传动轴的zui大转速可以达到5000r/min,湖北数控机床报价,扭矩为80Nm,夹紧力为800Nm
湖北数控机床报价行业知识
用数控车床车螺纹怎样编程啊?
G32 X.. Z.. F..XZ为螺纹终点坐标 F为螺距(螺纹导程G32 X.. Z.. R.. F..同上...R为锥螺纹半径差 R有正负 具体为起始点工件半径-终点工件半径 G32通常很难一次对螺纹加工完成,推荐使用G92螺纹切削循环指令G92 X.. Z.. F..G92 X.. Z.. R.. F..具体含义同G32 G76多为加工较为复杂的多头螺纹...切削深度或螺纹导程比较大的梯形螺纹..或滚珠丝杠我看你还是初学者..所以就不多介绍其他的巧妙加工复杂螺纹的办法..和复杂的G76指令了 如果还有不明白可以随时联系我..
数控车床技师论文如何写??
技师也要论文?推荐范文?建议你找一下《机械工人(冷加工)》查查,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,机械工艺方面的杂志看看。最好结合你自己工作实际,你解决数控车加工中的技术难题的过程和方法。找点你自己最得意的事,然后组织一下文章就可以了。我这个高手对你也只能鞭长莫及了。
供应商信息