
 欢迎访问佛山市顺德锐锋五金机械有限公司的网站
欢迎访问佛山市顺德锐锋五金机械有限公司的网站

- 公司名称:佛山市顺德锐锋五金机械有限公司
- 联系人:莫式明
- 手机:18934329679
- 公司地址:佛山市顺德区杏坛镇高赞工业区高桂路北1号厂房
CK6036/CK6046
- 产品名称:惠州数控机床费用_6140数控车床相关-佛山市顺德锐锋五金机械有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:999
- 保质/修期单位:年
- 更新日期:2020-07-17
产品说明
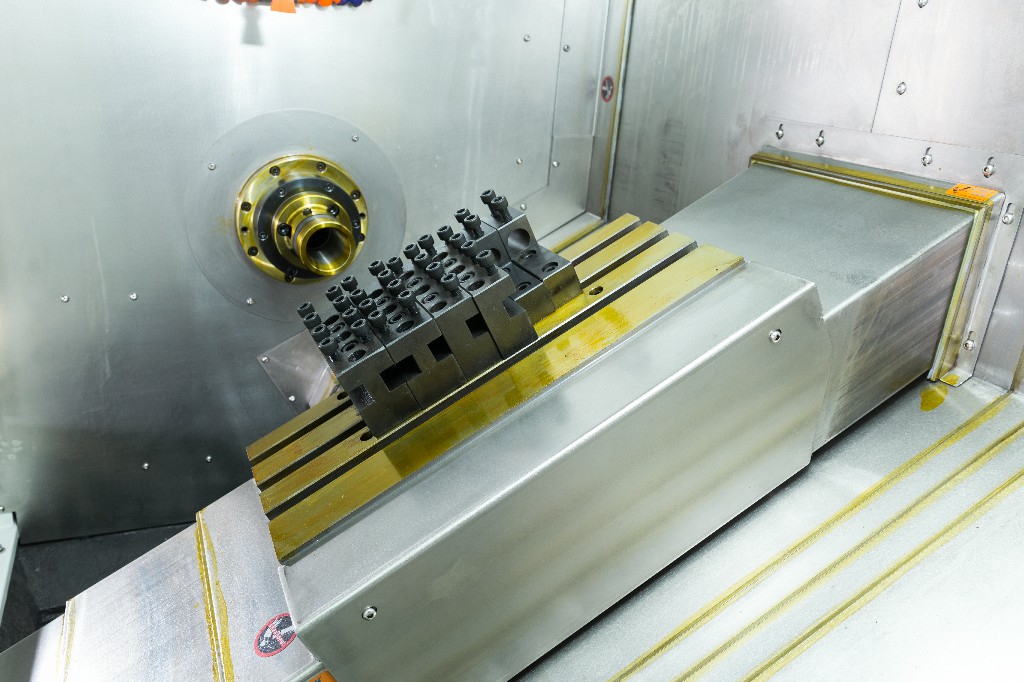
两轴精密数控车床参数表
项目 名称 CK6046
加工范围 床身zui大回转直径/mm ¢500
zui大过拖板直径/mm ¢100
zui大加工工件长度/mm 250
主轴 主转端部形式 A2-5
主轴通孔直径/mm ¢56
zui大棒料通孔直径/mm ¢46
主轴转速范围/转 1~6000
主轴电机功率/KW 5.5
套筒及回转油缸规格 6寸
行程及快速给进 X、Z轴zui大行程/mm 900、300
X、Z轴zui快速移动m/min 30
丝杆及导轨尺寸 X、Z轴丝杆直径 ¢32
X、Z轴导轨宽度/mm 25、30
加工精度 X、Z轴重复定位精密/mm 0.003
外形尺寸 长*宽*高mm 2100*1530*1700
重量/kg 2500
其它规格 30°斜床身结构形式 HTC300整体铸造
刀架方座、圆座规格/mm □20*20、¢20
排刀数量(把) 4—8
双头车铣中心的运动包括铣刀旋转、工件旋转、铣刀轴向进给和径向进给四个基本运动搭配排屑机和送料架,更加能减少人力、增加效率其中轴向车铣和正交车铣是应用范围zui广泛的两类车铣加工方法X轴的加速度为0.5g,Y轴的加速度为0.8g
惠州数控机床费用行业相关
6046数控机床原理_6150数控车床相关-佛山市顺德锐锋五金机械有限公司
数控车床的液压卡爪踏板怎么没反应 数控车床的液压卡爪踏板怎么没反应<br?
1 检查脚踏板里的线头是否连接正常 2检查液压站的电子阀是否正常工作 3检查电器线路是否连接正常 4下掉卡盘检查拉杆是否脱落
数控车床加工
按每小时利润 30~50 +工人每小时工资 +机耗+房租水电(批量)按每小时利润 30~50 +工人每小时工资 +机耗(10万机器5年命也就每天55)少量
广东数控机床销售_车床相关-佛山市顺德锐锋五金机械有限公司
这图谁会数控车床编程啊??法兰克系统
G00快速点定位 G01 直线插补 G02 ?顺时针圆弧插补 G03逆时针圆弧插补 G71 ?车没凹陷的零件 ?用G73车有凹的零件 ? ?G41镗孔精加工 G42外圆精加工 G70 ?精加工循环指令 G40 ?取消刀补指令
广州GSK—980TA系统数控车床
是不是超程了呀?如果超程,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,按相反方向的按钮就可以了!
请问数控车床应该注意那些问题?
更换刀具时必须要对刀,否则加工中会出现撞刀,严重的机床保险板会损坏,对刀具体操作简单介绍如下,首先在机床上车一圆柱型,伸出的长度要比实际加工的另件略长,如要割断,留出割刀宽度。此时机床回到原点位置,调出要加工另件的程序,再调出对刀刀号所在的子程序,如是5号刀,还要先将它补正参数设为0,此时用单程序起动,即起动一次,运行一步程序,当运行到5号刀0点位置时机床卡盘转动,机床设置在手动操作,移动5号刀,5号刀触到圆柱端面时,在5号刀的补正号上输入MZ0。
00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10。32的话,就输入MX10。32。这时将刀移出,将X轴和Z轴原点复归。5号刀基本上对好了。实际加工中5号刀加工的另件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0。
05,长度长了0。1,你就要在5号刀的补正号上分别输入U-0。05和W-0。1,这时5号刀算是真正对好了。当然由于刀具的磨损,加工尺寸超差,还要进行刀具补偿。
00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10。32的话,就输入MX10。32。这时将刀移出,将X轴和Z轴原点复归。5号刀基本上对好了。实际加工中5号刀加工的另件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0。
05,长度长了0。1,你就要在5号刀的补正号上分别输入U-0。05和W-0。1,这时5号刀算是真正对好了。当然由于刀具的磨损,加工尺寸超差,还要进行刀具补偿。
供应商信息