
 欢迎访问佛山市顺德锐锋五金机械有限公司的网站
欢迎访问佛山市顺德锐锋五金机械有限公司的网站

- 公司名称:佛山市顺德锐锋五金机械有限公司
- 联系人:莫式明
- 手机:18934329679
- 公司地址:佛山市顺德区杏坛镇高赞工业区高桂路北1号厂房
CK6036/CK6046
- 产品名称:贵州线轨数控机床_数控仪表车床相关-佛山市顺德锐锋五金机械有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:999
- 保质/修期单位:年
- 更新日期:2020-07-17
产品说明
正交车铣加工由于铣刀与工件的旋转轴线相互垂直, 在内孔直径较小时它不能对内孔进行加工,但在加工外圆柱表面时由于铣刀的纵向行程不受限制,且可以采用较大的纵向进给,因此,在加工外圆柱表面时效率较高
海南两轴精密数控机床_6150数控车床相关-佛山市顺德锐锋五金机械有限公司
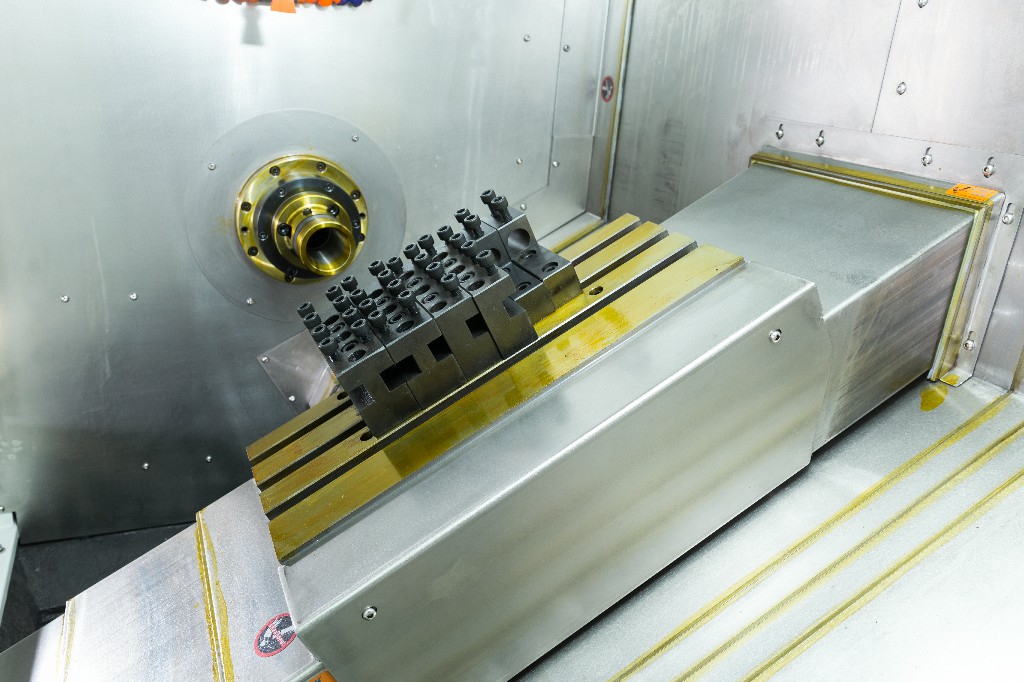
两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩zui大可以达到140Nm,转速可以达到10500、12000或15000r/min设备可以安装排刀、刀塔,也可以加装简单易的1或2个动力头,实理4轴简易车铣功能,也可以加装中心架,加工长细料会更稳定由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位,所以,Z轴会以大约1.2g的速率进行加速或减速对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出对此,贵州线轨数控机床,加工中心上的3个线性轴同时处于工件上,佛山市顺德锐锋五金机械有限公司,锐锋五金机械,加工中心还设有一个可旋转90°的回转台,贵州线轨数控机床,回转台上以266mm的间距分别设有2个传动轴
贵州线轨数控机床相关
数控车床和数控铣床那个好
两个你要是学了1个,另1个也就很简单了。。 因为本质差距不大
数控车床实现变频的技术特点是什么?
提高数控车床的抗干扰能力强,加强车床的速度控制,可以通过应用变频器实现高性能矢量控制,贵州线轨数控机床,最好就应用高性能的矢量变频器,例如三晶变频器S350系列,在车床应用上具有低频力矩大、输出平稳,转矩动态响应快、稳速精度高等特点。
这图谁会数控车床编程啊??法兰克系统
G00快速点定位 G01 直线插补 G02 ?顺时针圆弧插补 G03逆时针圆弧插补 G71 ?车没凹陷的零件 ?用G73车有凹的零件 ? ?G41镗孔精加工 G42外圆精加工 G70 ?精加工循环指令 G40 ?取消刀补指令
汕头质量好的数控机床_小型数控车床相关-佛山市顺德锐锋五金机械有限公司
数控车床中间起牙怎样加?
通常数控编程我们是不用牙高编的,我都是用小径去编写程序的。知道大径和小径后,减一下就可以知道牙高是多少啦。如果非要算牙高的话,我是用的外螺纹0.65P,内螺纹=0.5P
请问数控车床应该注意那些问题?
更换刀具时必须要对刀,否则加工中会出现撞刀,严重的机床保险板会损坏,对刀具体操作简单介绍如下,首先在机床上车一圆柱型,伸出的长度要比实际加工的另件略长,如要割断,留出割刀宽度。此时机床回到原点位置,调出要加工另件的程序,再调出对刀刀号所在的子程序,如是5号刀,还要先将它补正参数设为0,此时用单程序起动,即起动一次,运行一步程序,当运行到5号刀0点位置时机床卡盘转动,机床设置在手动操作,移动5号刀,5号刀触到圆柱端面时,在5号刀的补正号上输入MZ0。
00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10。32的话,就输入MX10。32。这时将刀移出,将X轴和Z轴原点复归。5号刀基本上对好了。实际加工中5号刀加工的另件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0。
05,长度长了0。1,你就要在5号刀的补正号上分别输入U-0。05和W-0。1,这时5号刀算是真正对好了。当然由于刀具的磨损,加工尺寸超差,还要进行刀具补偿。
00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10。32的话,就输入MX10。32。这时将刀移出,将X轴和Z轴原点复归。5号刀基本上对好了。实际加工中5号刀加工的另件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0。
05,长度长了0。1,你就要在5号刀的补正号上分别输入U-0。05和W-0。1,这时5号刀算是真正对好了。当然由于刀具的磨损,加工尺寸超差,还要进行刀具补偿。
供应商信息