
 欢迎访问佛山市众力数控焊割科技有限公司的网站
欢迎访问佛山市众力数控焊割科技有限公司的网站

- 公司名称:佛山市众力数控焊割科技有限公司
- 联系人:杨立新
- 手机:13702613548
- 公司地址:广东省佛山市南海区里水镇官和路南18号首层之8
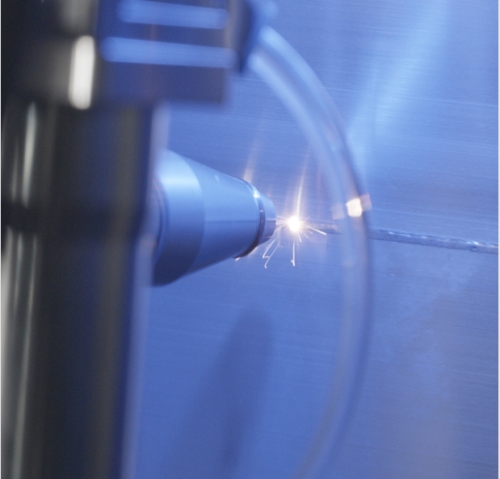
激光手持焊机
- 产品名称:贵州激光手持焊机_塑焊机相关-佛山市众力数控焊割科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:3
- 保质/修期单位:年
- 更新日期:2020-11-28
产品说明
因为传统门窗存在着极,大的不稳定因素,和产品的功能性不齐全的问题!以致全铝整板焊接门窗横空出世,给还在传统门窗里苦恼的门窗人一个新的希望.全铝整板焊接门窗工艺的概述:常规断桥铝合金门窗是铝材组装而成的,铝材连接处没有经过特殊处理,常规铝包木门窗是木材和铝材复合而成的,外铝连接处也没有经过处理,有缝隙!无缝焊接门窗引进无缝焊接机,使门窗进入4!0时代,外侧的铝框采用无缝焊接,经过打磨再做表面喷涂,使得铝框连接处天衣无缝,提高了门窗的密封性能及装饰性能。
激光手持焊机工艺对焊接件的要求1、同批次焊接件,要标准,焊缝形状,焊缝位置误差不能过大!这就要求切割下料必须精,准。2、全铝整板焊接件厚度达到相应的焊接工艺要求,点焊、拉焊等对工件厚度要求不一样,点焊时因热量输入较小,可以点焊较薄工件,但拖焊因输入热量持续,太薄则容易焊穿及变形!3、焊缝间隙要求,焊缝如大于焊丝,焊枪可不要垂直对着焊缝,以免焊丝穿过焊缝,不起火,及接触不良炸丝等情况,对于氩弧焊,如间隙过大必须加填焊丝焊接。
全铝无缝拼接焊供应商_门窗机械及行业设备-佛山市众力数控焊割科技有限公司
贵州激光手持焊机
4、全铝整板焊接件较厚需开坡口加丝焊,焊缝较宽时,可以通过编程左右摆动,视情况多层焊接!自身摆动不能满足要求时,可加专用焊接摆动器,摆动频率较快。5、不同材质的两种材料需要熔合,两者却不能熔合时,可以加填第三种可以与两种材料相熔的焊丝。6、全铝整板焊接适合于需人工重复、焊接量较大的焊接件焊接,是批量化生产的选择!限于现有铝型材挤压技术对宽度和壁厚比例要求限制,挤压不出宽度550mm/350mm厚度18mm壁厚1!
;那么全铝整板焊接的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接机器人焊接的时候只要多加注意可以避免类似问题的发生,确保焊接质量能够达标!首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣.虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉!
如果您想咨询激光手持焊机更多信息,请致电立新:13702613548;珍惜与每个对激光手持焊机有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,佛山市众力数控焊割科技有限公司详细地址:广东省佛山市南海区里水镇官和路南18号首层之8。
焊缝组织均匀,气孔少,缺陷少,可减少和优化母材质杂,焊缝的机械强度往往高于母材的机械强度.激光焊接的机械性能、抗蚀性能和电磁学性能上优于常规焊接方法!6、激光可控制,聚焦光点小,可高精度定位,实现精密加工!7、易于与计算机数控系统或机械手,机器人配合,实现自动焊接,提高生产效率!所以,采用全铝整板焊接,具有高精度、高效率、高强度和及时性等优势,确保质量、产量、交货期,目前,激光焊接已成为了精密加工行业中一种极具竞争力的加工手段,广泛用于机械、电子、电池、航空、仪表等行业中有特殊要求的工件的点焊、叠焊和密封焊接!
怎么填写焊机招标书
焊机种类,气保焊还是手工焊,要多大的机子,一般用五百的,还有焊机具体参数等,一切根据你的需要而定
奔腾激光的激光焊机对熔深有影响有哪些因素呢?
激光焊机对熔深有影响的因素主要有:保护气体、激光功率、焊接速度、材料吸收值。一、保护气体激光焊接机常使用惰性气体来保护熔池,当某些材料焊接可不计较表面氧化时则也可不考虑保护,但对大多数应用场合则常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。二、激光功率激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度...
激光焊机对熔深有影响的因素主要有:保护气体、激光功率、焊接速度、材料吸收值。一、保护气体激光焊接机常使用惰性气体来保护熔池,当某些材料焊接可不计较表面氧化时则也可不考虑保护,但对大多数应用场合则常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。二、激光功率激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。激光焊接机熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。三、焊接速度焊接速度对熔深影响较大,提高速度会使熔深变浅,但速度过低又会导致材料过度熔化、工件焊穿。所以,对一定激光功率和一定厚度的某特定材料有一个合适的焊接速度范围,并在其中相应速度值时可获得大熔深。光束焦点衍射极限光斑尺寸可以根据光衍射理论计算,但由于聚焦透镜像差的存在,实际光斑要比计算值偏大。*简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。四、材料吸收值材料对激光的吸收取决于材料的一些重要性能,如吸收率、反射率、热导率、熔化温度、蒸发温度等,其中*重要的是吸收率。影响材料对激光光束的吸收率的因素包括两个方面:首先是材料的电阻系数,经过对材料抛光表面的吸收率测量发现,材料吸收率与电阻系数的平方根成正比,而电阻系数又随温度而变化;其次,材料的表面状态(或者光洁度)对光束吸收率有较重要影响,从而对焊接效果产生明显作用。CO2激光器的输出波长通常为10.6μm,陶瓷、玻璃、橡胶、塑料等非金属对它的吸收率在室温就很高,而金属材料在室温时对它的吸收很差,直到材料一旦熔化乃至气化,它的吸收才急剧增加。采用表面涂层或表面生成氧化膜的方法,提高材料对光束的吸收很有效。
激光焊机对熔深有影响的因素主要有:保护气体、激光功率、焊接速度、材料吸收值。一、保护气体激光焊接机常使用惰性气体来保护熔池,当某些材料焊接可不计较表面氧化时则也可不考虑保护,但对大多数应用场合则常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。二、激光功率激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。激光焊接机熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。三、焊接速度焊接速度对熔深影响较大,提高速度会使熔深变浅,但速度过低又会导致材料过度熔化、工件焊穿。所以,对一定激光功率和一定厚度的某特定材料有一个合适的焊接速度范围,并在其中相应速度值时可获得大熔深。光束焦点衍射极限光斑尺寸可以根据光衍射理论计算,但由于聚焦透镜像差的存在,实际光斑要比计算值偏大。*简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。四、材料吸收值材料对激光的吸收取决于材料的一些重要性能,如吸收率、反射率、热导率、熔化温度、蒸发温度等,其中*重要的是吸收率。影响材料对激光光束的吸收率的因素包括两个方面:首先是材料的电阻系数,经过对材料抛光表面的吸收率测量发现,材料吸收率与电阻系数的平方根成正比,而电阻系数又随温度而变化;其次,材料的表面状态(或者光洁度)对光束吸收率有较重要影响,从而对焊接效果产生明显作用。CO2激光器的输出波长通常为10.6μm,陶瓷、玻璃、橡胶、塑料等非金属对它的吸收率在室温就很高,而金属材料在室温时对它的吸收很差,直到材料一旦熔化乃至气化,它的吸收才急剧增加。采用表面涂层或表面生成氧化膜的方法,提高材料对光束的吸收很有效。
2008年11月16日,甘肃省经济委员会和甘肃省科学技术厅委托天水市经委和天水市科技局联合主持,并组成由省科研机构和大专院校的专家鉴定委员会,对天水锻压机床有限公司研制和改进的六种新产品进行了科技成果鉴定,鉴定会专家委员会一致认为:天水锻压研制的BWQ-2400/3000X4500钢板预弯机、WE67K-250/4200 Movdel10 电液比例数控折弯机和TDTZ80-1460X13000/8800全自动制管成型操作机到达国际先进水平;HJC-1422X12800焊接台车、QC11Y-35X4000液压闸式剪板机和GYH-50/1422X12200钢管预焊机达到国内领先水平。
供应商信息