

 欢迎访问佛山市盛通华鑫玻璃有限公司的网站
欢迎访问佛山市盛通华鑫玻璃有限公司的网站
所有 |
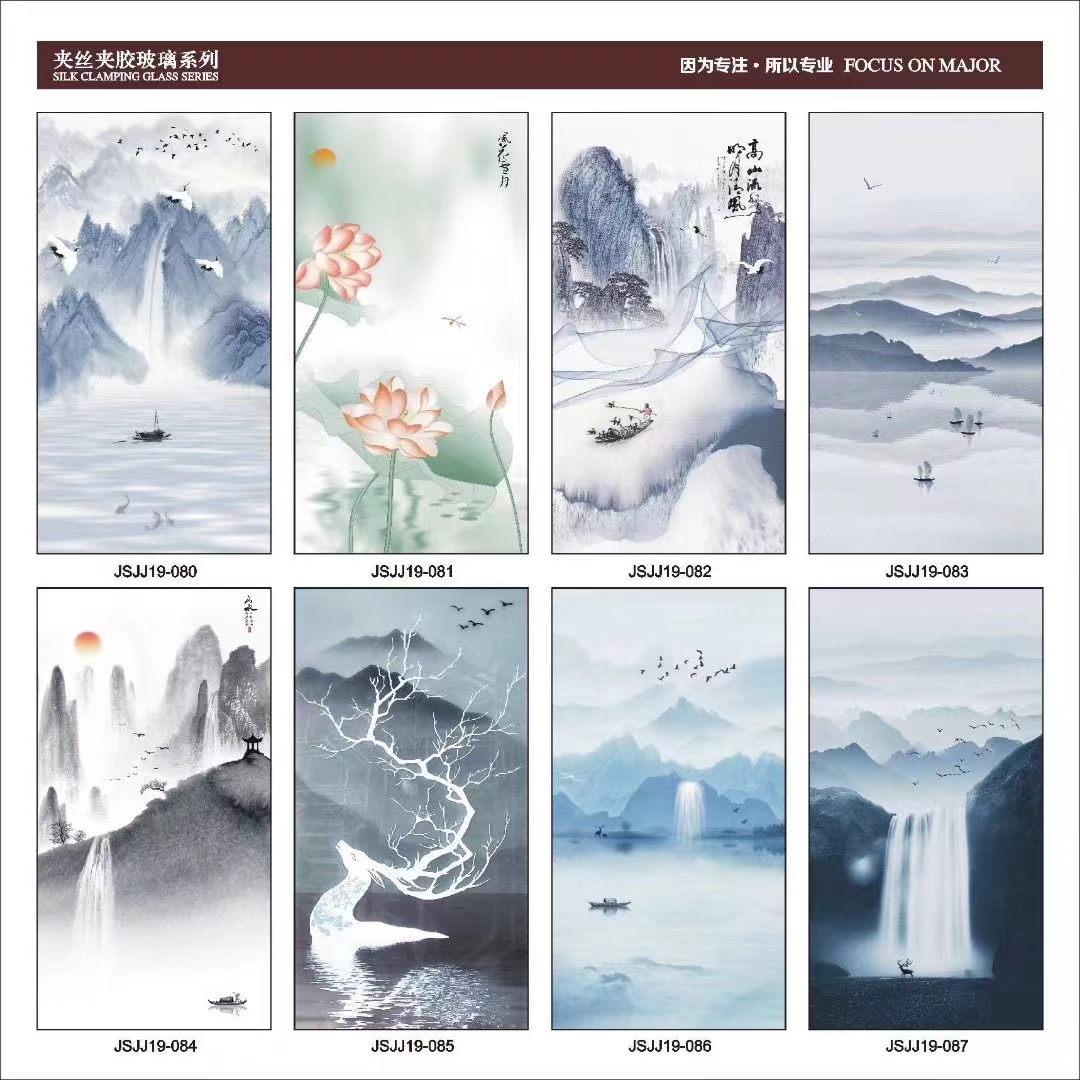
山水画夹丝玻璃




第三章边角加工及车花、钻孔一、磨边方式1、简磨边简磨是对玻璃边缘进行简单加工的一种磨边方式,通常是用手磨机磨或用砂带机磨,磨边不过底,效果主要是做到不刮手。目的是削除切割后玻璃边缘的锋利部份(锋芒),方便安装使用,为使用者排除被割伤的隐患。一般是用于内入框产品、工程玻璃。净切和简磨的产品,尺寸尽量控制在公差的下线,因这两种加工方式只是对边部稍作处理,防止边部锋利割伤人,对产品的尺寸不产生影响。2、上机简磨边上机简磨一般是在直边机上只用前后两个倒角金钢轮来加工(倒角金钢轮是做小撇角的),效果也是不过底。但若在双圆边机上做,则称为粗磨圆边。与简磨相比,需钢化的产品必须要做上机简磨,防止切割撕边后边部残留的玻璃碎带入钢化炉中,对钢化炉产生伤害。而钢化的玻璃在加工过程中也有可能会增大现象,因此在开介时要减小尺寸生产。简磨车花的产品,若车花的线条需车出玻璃的边部,一般都要做上机简磨,以防止车花过程中玻璃破碎。3、粗磨边粗磨边也称水磨边,即只在直边机上用1号金钢轮和两个倒角金刚轮来加工而不精磨和抛光的一种边缘效果。边缘发白,FE粗磨边能看见明显的磨纹,粗磨边产品周边容易产生小爆边。但若在双圆边上做则称为圆边细磨。4、细磨边细磨边是在粗磨边的基础上多加一个2号细磨金钢轮。细磨边的效果比粗磨边效果要好,手感细腻,底边不发白,周边没有大的爆边,磨纹很细,没有明显的手感。虽然细磨边与粗磨边的价格基本相同,但8MM以上的厚板玻璃做粗磨边容易蹦边,一般都做细磨。5、小抛光边小抛光边是在细磨边的基础上加一个BK轮(抛光轮)进行抛光加工,但不及光边的效果,呈暗色。作用是根据客人要求,降低产品成本,使之等同于光边的使用效果。但若在双圆边机上做则称为圆边精磨。6、精磨精磨即是抛光边,在小抛光边的基础上再加一个抛光轮。
Copyright © 佛山市盛通华鑫玻璃有限公司