
 欢迎访问新乡鸣瑞机床制造有限公司的网站
欢迎访问新乡鸣瑞机床制造有限公司的网站

- 公司名称:新乡鸣瑞机床制造有限公司
- 联系人:耿经理
- 手机:18937361561
- 公司地址:新乡市南环与李村工业路向南2000米向西300米路南
中心孔磨床
- 产品名称:品质中心孔磨床生产厂家_湖北中心孔磨床销售_新乡鸣瑞机床制造有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-21
产品说明
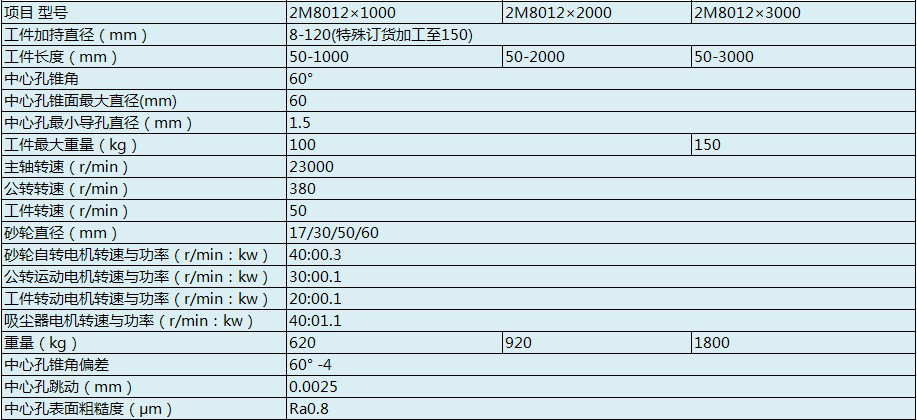
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回。工件夹紧机构有自动定心功能。砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整.润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑.机床配置吸尘器,并实现磨削和吸尘同步进行!
主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高!床身导轨采用高精度导轨磨床磨削加工,保证床头箱左右移动的同心性!工件放在两套夹紧机构上,根据工作长度不同,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间!(此项结构具体根据零件形状设计夹具)采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位!气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑!
为了消除以上缺陷,可在切入法终了时,作微小的纵向移动!5)切入法因受砂轮宽度的限制,只适用于磨削长度较短的外圆表面。分段磨削法分段磨削法又称综合磨削法。它是切入法与纵向法的综合应用,即先用切入法将工件分段进行粗磨,留0!03~0!04mm余量,再用纵向法精磨至尺寸。这种磨削方法即利用了切入法生产效率高的优点,又有纵向法加工精度高的优点。分段磨削时,相邻两段间应有5~10mm的重叠.这种磨削方法适合于磨削余量和刚性较好的工件,且工件的长度也要适当。
两工位双头中心孔研磨机生产商_浙江研磨机厂家排名_新乡鸣瑞机床制造有限公司
新乡双端面研磨机供应厂家_新乡双端面研磨机价格_新乡鸣瑞机床制造有限公司
砂轮锥面母线修整摆动式砂轮修整器,金刚笔沿砂轮锥面母线移动同时以与砂轮中心成30°交线为中心进行摆动,以减少修整误差工件自动定心磨削时工件可固定亦可旋转可加工旋转体,亦可加工非旋转体定位方式多种下端中心孔上端外圆定位两端均以中心孔定位工件三爪式定位!外圆及台阶面的磨削方法外圆磨削的方法纵向磨削法纵向磨削法是常用的磨削方法,磨削时,工作台作纵向往复进给,砂轮作周期性横向进给,工件的磨削余量要在多次往复行程中磨去!
品质中心孔磨床生产厂家
中心孔磨床就是专门为解决外圆磨床因工件的中心孔(顶尖孔)圆度精度不足而无法进行高精度外圆磨削这个问题而专业设计制造!使用中心孔磨床可以保证所有工件的中心孔都能更好地获得高精度的磨削,同时有了中心孔磨床加工出来的高精度中心孔作为前提和保障,对于后续的外圆磨削,即可一次磨削成型,无需反复修磨顶尖孔,反复磨削外圆,这样更大的提高了加工效率和零件加工精度若工件固定磨削轨迹由主轴自转、主轴绕中心孔轴线公转和主轴沿中心孔锥面作往复移动三种运动组成。
砂轮磨削时无纵向进给运动.粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形!切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率!2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件!3)磨削时产生较大的磨削热,工件容易烧伤和发热变形.4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度.

新乡双端面研磨机厂家地址_山东研磨机推荐_新乡鸣瑞机床制造有限公司

哪里有球板立车_专业数控机床销售电话-新乡鸣瑞机床制造有限公司
供应商信息




